Новости
| AQUAMAX SPC-ламинат | Напольное покрытие, которое выдержит всё |

| Полезные советы | Выбор цвета пола, потолка и стен |

| Калькулятор | Расчет необходимого количества планок ЛНП |

| Задать вопрос |
Наши специалисты ответят на ваши вопросы |
Процесс производства
Ламинированные напольные покрытия MAXWOOD производятся на ведущих специализированных заводах напольных покрытий в различных частях мира. Мы используем потенциал и ведущие технологии, которые доступны нам благодаря нашим многочисленным партнерам.
Процесс производства ламинированных полов MAXWOOD
После доставки производственных материалов на завод все они проходят:
- Контроль качества и количества плиты HDF (древесноволокнистая плита высокой плотности);
- Контроль качества и количества декоративной бумаги;
- Контроль качества и количества оверлея (прозрачной бумаги, пропитанной меламином с добавлением корунда для обеспечения износостойкости декоративной бумаги);
- Контроль качества и количества крафт-бумаги, пропитанной фенольными смолами (она нужна для компенсации остаточных напряжений при остывании плиты после ламинирования, без этого компенсирующего слоя плита выгнулась бы дугой в сторону декоративного слоя).
Далее HDF-плита поступает на конвейер. На плиту кладется лист декоративной бумаги (центровка производится автоматически по технологическим меткам на бумаге).
 |
 |
На следующем этапе сверху кладется лист бумаги, пропитанный меламиновыми смолами, и такая заготовка поступает непосредственно в ламинатный пресс.
При высокой температуре и под давлением слои бумаги и плита превращаются в одно целое.
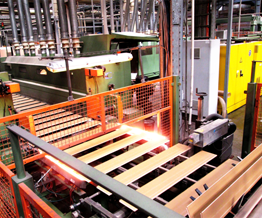
После пресса плиты «сушатся» для достижения ламинированным покрытием необходимых свойств. Высушенная ламинированная плита в закрытой установке распиливается на планки необходимого размера. Далее планки проверяются на изгиб и искривление.
Перевозка готовых планок для фрезерования замка производится автоматически — так планки поступают на высокопроизводительный конвейер. В этой машине в каждой планке прорезается замок со скоростью 100 планок в минуту.
На данном этапе осуществляется:
- Контроль показателей длины, ширины и угла в диапазоне 1-100 мм;
- Контроль профиля;
- Контроль профиля с 10-кратным увеличением через проектор.
Все испытания проводятся в соответствии с европейскими нормами EN 13329.
 |
 |
Стоит отметить, что европейские производители являются родоначальниками и безусловными лидерами в производстве ламината. По данным за 2019 год они продолжают удерживать более 60% мировых продаж ламината. Объединившись в Европейскую ассоциацию производителей ламинированных полов (EPLF), они разработали единую для всех производителей норму испытаний ламинированных полов EN 13 329. Она включает в себя 18 основных видов испытаний, которым подвергают ламинированные полы для того, чтобы определить качество ламината. Если ламинат не удовлетворяет требованиям хотя бы одного испытания, он не поступит в продажу.
После всех проверок следует упаковка продукции, и здесь процесс тоже полностью автоматизирован. Каждая пачка напольных покрытий снабжается инструкцией по укладке, наносится штрих-код. Сформированные паллеты автоматически упаковываются и транспортируются в зону погрузки, и наконец, готовая паллета грузится в автомобиль.
Как видите, участие человека в производстве ламинированных напольных покрытий сведено к минимуму. Люди работают лишь на контроле качества, который осуществляется на каждом этапе.
Все остальные процессы надежно автоматизированы.